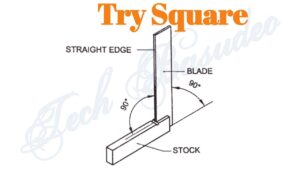
ट्राई स्क्वायर एक प्रकार का चेकिंग व मार्किंग टूल्स होता है जिसका मुख्य कार्य किसी जॉब को 90 डिग्री के कोण में चेक करने के लिए किया जाता है इसके द्वारा किसी जॉब की समतलता को भी चेक किया जा सकता है इसका प्रयोग मार्किंग करते समय 90 डिग्री कोण में रेखाएं खींचने के लिए भी करते हैं इसका बनावट में एक ब्लेड होता है और दूसरा स्टॉक होता है जिनको आपस में 90 डिग्री के कोण में रिबेट करके जोड़ दिया जाता है।
ट्राई स्क्वायर का ब्लेड हाई कार्बन स्टील से बनाकर हार्डवेयर टेंपर्ड कर दिया जाता है और इसका स्टॉक कास्ट आयरन, स्टील या एल्युमिनियम इत्यादि का बना होता है।
Try Square
Types of Try Square
Fixed Try Square
इस प्रकार के ट्राई स्क्वायर में ब्लेड को स्टॉक के साथ 90 डिग्री के को में रिबेट करके जोड़ दिया जाता है जिससे ब्लेड इसके स्टॉक के साथ एक ही स्थान पर स्थिर रहता है इस प्रकार का ट्राई स्क्वायर प्रायः साधारण कार्यों के लिए प्रयोग में लाया जाता है।
Adjustable Try Square
इस प्रकार के ट्राई स्क्वायर में ब्लेड को स्टॉक के साथ रिबेट के द्वारा नहीं जोड़ते हैं बल्कि इसके स्टॉक के ऊपरी सिरे पर एक ग्रूव कटा होता है जिसमें एक पिन फिट रहती है और पीन को एक लर्निंग किए हुए नट के द्वारा एडजस्ट किया जा सकता है इसके ब्लेड के बीच में पूरी लंबाई तक एक आयताकार आकार की नली कटी होती है इस प्रकार जब ब्लेड को स्टॉक के ग्रूव में डाला जाता है तो पीन का बढ़ा हुआ भाग ब्लेड की नली में फंस जाता है और जब नट को घुमाया जाता है तो वह प्लेट को स्टॉक के साथ सही स्थान पर टाइट कर देता है इस प्रकार के ट्राई स्क्वायर का प्रयोग वहां पर किया जाता है जहां पर फिक्स्ड स्क्वायर का प्रयोग नहीं किया जा सकता है अर्थात जहां पर चेक करने वाली भुजा छोटी हो।
FAQ
Q. ट्राई स्क्वायर के द्वारा कितने डिग्री के एंगल को चेक कर सकते हैं?
Ans इसके द्वारा किसी भी जॉब को 90 डिग्री के एंगल में चेक करते हैं।
Q. ट्राई स्क्वायर के स्टॉक को बनाने के लिए किस धातु का इस्तेमाल करते हैं?
Ans. इसका स्टॉक कास्ट आयरन, स्टील या एल्युमिनियम इत्यादि का बना होता है।
Q. ट्राई स्क्वायर के स्टॉक और ब्लेड के बीच में एक एक ग्रूव क्यों बनाया जाता है?
Ans. जॉब के एज को जगह देने के लिए, जिससे कि मेजरमेंट करेक्ट आए।
दोस्तो उम्मीद है आज आपके Try Square से जुड़े सवालो के जवाब मिल गए होंगे। अगर आपके अभी भी कोई सवाल इंजीनियरिंग से जुड़े है, तो आप हमे कमेन्ट करके जरूर बताये।
टेक बासुदेव (Tech Basudeo) से जुड़ने के लिए आपका धन्यवाद। 🙂
अगर आप टेक्निकल वीडियो हिन्दी मे देखना पसन्द करते है, तो आप हमारे YouTube Channel Tech Basudeoको जरूर विजिट करे।
Calipers, Types of Calipers, Outside Calipers, Inside Calipers, Jenny Calipers
कैलिपर एक प्रकार का इनडायरेक्ट इमेजिंग टूल्स होता है जिसका प्रयोग स्टील रूल की सहायता से किसी जॉब की लंबाई चौड़ाई मोटाई का माप लेने के लिए करते हैं इसको प्राय: हाई कार्बन स्टील या माइल्ड स्टील का बनाया जाता है।
Calipers
Types of Calipers
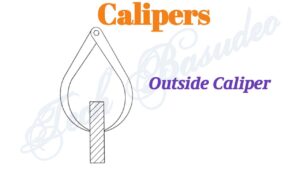
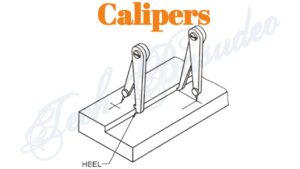
Outside Calipers
इस प्रकार के कैलिपर्स में इनकी दोनों टांगें अंदर की और अर्धगोलाकर आकार में मुड़ी होती है इसका अधिकतर प्रयोग किसी जॉब के बाहरी माप को लेने के लिए करते हैं जैसे किसी गोल जॉब के बाहरी डायमीटर का माप लेना और किसी चपटे जॉब की लंबाई चौड़ाई और मोटाई में माप लेना हो। इसकी रीडिंग लेने के लिए स्टील रूल का प्रयोग करना पड़ता है।
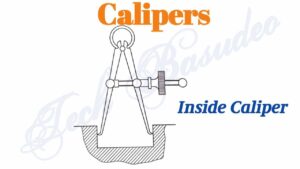
Inside Calipers
इस प्रकार के कैलिपर्स में इनकी दोनों टांगे पॉइंट से बाहर की ओर मुड़ी होती है इनका अधिकतर प्रयोग अंदरुनी माप लेने के लिए किया जाता है जैसे किसी जॉब के होल के अंदर का माप लेना और किसी जॉब में ग्रूव की चौड़ाई का माप लेना हो। इसका भी रीडिंग लेने के लिए स्टील रूल का प्रयोग करना पड़ता है।
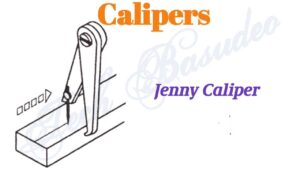
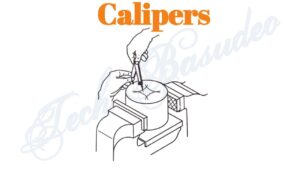
Jenny Calipers
इस प्रकार के कैलिपर्स की एक टांग सीधी होती सिरा तेज धार वाला होता है और दूसरी टांग पॉइंट से अंदर की ओर मुड़ी होती है इसको आडलेग या हेर्मफ्रोडाइट कैलीपर के नाम से भी जाना जाता है।
इसका अधिकतर प्रयोग किसी जॉब के फिनिश किए हुए सिरे से समानांतर रेखाएं खींचने के लिए किया जाता है।
इसका प्रयोग किसी गोल जॉब का सेंटर पता करने के लिए भी किया जाता है।
FAQ
Q. जेनी कैलिपर को और किस नाम से जानते है?
Ans इसको आडलेग या हेर्मफ्रोडाइट कैलीपर के नाम से भी जाना जाता है।
Q. कैलिपर को प्रायः किस धातु से बनाते है?
Ans इसको प्राय: हाई कार्बन स्टील या माइल्ड स्टील का बनाया जाता है।
दोस्तो उम्मीद है आज आपके कैलिपर से जुड़े सवालो के जवाब मिल गए होंगे। अगर आपके अभी भी कोई सवाल इंजीनियरिंग से जुड़े है, तो आप हमे कमेन्ट करके जरूर बताये।
टेक बासुदेव (Tech Basudeo) से जुड़ने के लिए आपका धन्यवाद। 🙂
अगर आप टेक्निकल वीडियो हिन्दी मे देखना पसन्द करते है, तो आप हमारे YouTube Channel Tech Basudeoको जरूर विजिट करे।
Steel Rule, Types of steel Rule, Standard Steel Rule, Flexible Steel Rule, Narro Steel Rule, Hook Rule, Shrink Rule, Key Seat Rule, Steel Tape Rule, Difference Between Rule ans Scale
स्टील रूल एक प्रकार का मेजरिंग टूल्स होता है जिसका प्रयोग वर्कशॉप में किसी जॉब का माप लेने या माप को चेक करने के लिए किया जाता है इस पर इंच और सेंटीमीटर के निशान बने होते हैं प्रत्येक इंच को 1/2, 1/4, 1/8, 1/16, 1/64 बराबर भागों में विभक्त किया रहता है और प्रत्येक सेंटीमीटर को 1 मिलीमीटर और 1/2 मिलीमीटर में बटा रहता है।
स्टील रूल प्रायः स्प्रिंग स्टील और स्टेनलेस स्टील का बनाया जाता है इसके अतिरिक्त हाई कार्बन स्टील के भी स्टील रूल मिलते हैं स्टील रूल का साइज इसकी लंबाई और इस पर अंकित इंच या सेंटीमीटर के निशान के अनुसार लिया जाता है जैसे 6 इंच 12 इंच और 15 सेंटीमीटर और 30 सेंटीमीटर आदि।
Steel Rule
Types of steel Rule
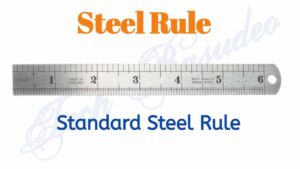
Standard Steel Rule
यह एक प्रकार का साधारण स्टील रूल होता है जिसका ज्यादातर प्रयोग वर्कशॉप में किया जाता है इस पर इंच और सेंटीमीटर के निशान बने रहते हैं।
Flexible Steel Rule
इस प्रकार का स्टील रूल देखने में स्टैंडर्ड स्टील रूल की तरह ही होता है इसको स्प्रिंग स्टील की पतली पट्टी से बनाया जाता है इसलिए इसमें अधिक लचकपन होती है इसका अधिकतर प्रयोग कर्व्ड शेप वाले जॉब पर किया जाता है।
Narro Steel Rule
इस प्रकार के स्टील रूल की चौड़ाई स्टैंडर्ड स्टील रूल की अपेक्षा कम होता है इसका चौड़ाई प्रायः 5 मिलीमीटर होता है इसका अधिकतर प्रयोग कम चौड़ी ग्रूव या खाचो की माप लेने के लिए किया जाता है यह प्राय 12 इंच या 30 सेंटीमीटर लंबाई तक मिलता है।
Hook Rule
इस प्रकार का स्टील रूल के एक सिरे पर हुक लगी होती है इसलिए इसे हुक स्टील रूल कहते हैं हुक के कारण इसके द्वारा किसी भी होल या पाइप के अंदर के किनारो से आसानी से माप लिया जाता है इनका प्रयोग इनसाइड कैलिपर और डिवाइडर पर साइज को सेट करने के लिए भी किया जाता है यह प्राय 12 इंच या 30 सेंटीमीटर की लंबाई में मिलता है।
Shrink Rule
इस प्रकार का स्टील रूल स्टैंडर्ड स्टील रूल के तरह ही होता है अंतर केवल इतना होता है कि इसको इंच वाले निशान स्टैंडर्ड इंच से कुछ बड़े होते हैं यह निशान कार्य के अनुसार 1/10 इंच से 7/16 इंच तक प्रति फुट बड़े रहते हैं इस प्रकार के रूल का अधिकतर प्रयोग पैटर्न मेकर के द्वारा किया जाता है पैटर्न मेकर जो साचा बनता है उसमें पिघली हुई धातु जब भरी जाती है तो वह लाल गर्म होती है साचा में भरने के बाद जब धातु ठंडी होती है तो वह सिकुड़ जाती है इस प्रकार जब पैटर्न कुछ बड़े साइज का बनेगा तो वह साचा को भी उतने ही बड़े साइज का बनाएगा और धातु का पार्ट्स जब ठंडा होकर सिकुड़ेगा तो लगभग ठीक साइज का बन जाएगा इस प्रकार के रूल को इसकी लंबाई और श्रिंक अलाउंस के अनुसार निर्दिष्ट किया जाता है श्रिंक अलाउंस से इस रूल के ऊपर छपा रहता है।
Key Seat Rule
इस प्रकार का रूल एंगल आईरन के आकार का होता है जिसका अधिकतर प्रयोग वक्राकार आकर के कार्य और लंबाई में समानांतर लाइन खींचने के लिए और किसी सॉफ्ट पर key way की मार्किंग करने के लिए किया जाता है।
Steel Tape Rule
यह एक प्रकार का फ्लैक्सिबल रूल होता है जो की गोल आकार की डिब्बी में फिट रहता है यह 6 इंच या 2 मीटर लंबाई तक मिलता है जिसका अधिकतर प्रयोग टेढ़ी-मेढ़ी सतहों का माप लेने के लिए किया जाता है।
Difference Between Rule ans Scale
रूल का अधिकतर प्रयोग वर्कशॉप में किसी जॉब का माप लेने और उसे चेक करने के लिए किया जाता है जबकि स्केल का प्रयोग ड्राइंग और रेखा चित्र बनाने के लिए करते हैं।
FAQ
1. स्टील रूल का लिस्ट काउंट कितना होता है?
Ans 0.5 mm या 1/64″
2. स्टील रूल को प्रायः किस धातु का बनाया जाता है?
Ans स्टील रूल प्रायः स्प्रिंग स्टील और स्टेनलेस स्टील का बनाया जाता है।
दोस्तो उम्मीद है आज आपके Steel Rule से जुड़े सवालो के जवाब मिल गए होंगे। अगर आपके अभी भी कोई सवाल इंजीनियरिंग से जुड़े है, तो आप हमे कमेन्ट करके जरूर बताये।
टेक बासुदेव (Tech Basudeo) से जुड़ने के लिए आपका धन्यवाद। 🙂
अगर आप टेक्निकल वीडियो हिन्दी मे देखना पसन्द करते है, तो आप हमारे YouTube Channel Tech Basudeoको जरूर विजिट करे।
Marking Punch, Types of Punch
Dot Punch, Centre Punch, Prick Punch, Automatic Punch.
Marking Punch
मार्किंग की गई लाइन को पक्का बनाने के लिए जिस मार्किंग टूल्स का प्रयोग करते हैं उसे पंच कहते हैं पंच के द्वारा मार्किंग की हुई लाइनों पर डॉट लगा दिया जाता है जिससे की हुई मार्किंग जॉब बनाने के अंतिम समय तक दिखाई देता है इसका बॉडी अष्टभुजाकार होता है या उसे बेलनकार बनाकर नर्लिंग कर दिया जाता है पंच प्राय: हाई कार्बन स्टील का बनाया जाता है और इसके पॉइंट को हार्ड और टेंपर कर दिया जाता है।
Types of Punch
Dot Punch
इस प्रकार के पंच के पॉइंट का एंगल 60 डिग्री के कोण में ग्राइंड करके बनाया जाता है इसका प्रयोग मार्किंग करने के पश्चात लाइन पर डॉट लगाकर उन्हें स्थाई बनाने के लिए किया जाता है।
Centre Punch
इसके पॉइंट को 90 डिग्री के कोण में ग्राइंड करके बनाया जाता है जिसका मुख्य प्रयोग ड्रिल होल करने के लिए उसके सेंटर पॉइंट की पंचिंग करने के लिए किया जाता है क्योंकि कटिंग एंगल बड़ा होता है इसलिए जो डॉट लगाया जाएगा वह कुछ बड़े आकार का और अधिक गहरा लगेगा जिससे ड्रिल का वेब उसमें आसानी से बैठ जाएगा, इस प्रकार ड्रिल होल सेंटर में होगा और आउट नहीं हो पाएगा।
Prick Punch
इसके पॉइंट को 30 डिग्री के को में ग्राइंड करके बनाया जाता है इसका प्रयोग है प्राय: नरम धातु के जॉब पर की हुई मार्किंग की लाइन को डॉट लगाकर स्थाई करने के लिए किया जाता है जैसे तांबा, पीतल, एल्युमिनियम के जॉब इत्यादि।
Automatic Punch
इस प्रकार का पंच एक प्रकार का आधुनिक पंच होता है जिसका प्रयोग करते समय मार्किंग हैमर से चोट लगने की आवश्यकता नहीं होती है इसमें एक स्प्रिंग लगा होता है और एक नर्लिंग की हुई कैप होती है यदि काम गहरा पंच लगाना हो तो कैप को घुमाकर नीचे की ओर कर दिया जाता है पंचिंग करते समय इसको हाथ से दबाव डाला जाता है जिससे स्प्रिंग की सहायता से पंच का निशान लग जाता है इसका पॉइंट कार्य के अनुसार 90 डिग्री या 60 डिग्री के कोण में होता है।
FAQ
1. सेंटर पंच के पॉइंट का एंगल कितना होता है?
Ans. 90°
2. डॉट पंच के पॉइंट का एंगल कितना होता है?
Ans 60°
3. प्रिक पंच के पॉइंट का एंगल कितना होता है?
Ans 30°
दोस्तो उम्मीद है आज आपके Marking Punch से जुड़े सवालो के जवाब मिल गए होंगे। अगर आपके अभी भी कोई सवाल इंजीनियरिंग से जुड़े है, तो आप हमे कमेन्ट करके जरूर बताये।
टेक बासुदेव (Tech Basudeo) से जुड़ने के लिए आपका धन्यवाद। 🙂
अगर आप टेक्निकल वीडियो हिन्दी मे देखना पसन्द करते है, तो आप हमारे YouTube Channel Tech Basudeoको जरूर विजिट करे।
Common Drilling Machine Operation, Drilling, Through Hole Drilling, Blind Hole Drilling, Pilot Hole Drilling, Counter Boring, Counter Sinking, Counter Sinking Angle, Spot Facing, Reaming, Tapping.
ड्रिल मशीन के द्वारा गोल सुराग तो बनाया ही जाता है लेकिन उसे पर और भी अलग-अलग ऑपरेशन किया जा सकता है जिसको ड्रिलिंग मशीन ऑपरेशन के नाम से जानते हैं।
Common Drilling Machine Operation
Drilling :-
यह एक प्रकार की क्रिया है जिसमें ड्रिल बिट और ड्रिलिंग मशीन की सहायता से गोल होल बनाया जाता है।
Through Hole Drilling –
यह एक प्रकार का ऑपरेशन है जिसमें ड्रिल और ड्रिल मशीन की सहायता से किसी जॉब में उसके आर पार गोल होल किए जाते हैं।
Blind Hole Drilling –
यह एक प्रकार का ऑपरेशन है जिसमें ड्रिल बिट और ड्रिल मशीन की सहायता से किसी जॉब में उसकी मोटाई से कम गहराई में गोल होल बनाया जाता है इसमें ड्रिल जॉब के आर पार नहीं जाता है।
Pilot Hole Drilling –
यह एक प्रकार का ऑपरेशन है जिसमें ड्रिल बिट और ड्रिल मशीन की सहायता से बड़े साइज का होल करने से पहले छोटे साइज का होल बनाया जाता है।
Counter Boring :-
यह एक प्रकार की क्रिया है जिसमें ड्रिलिंग मशीन पर काउंटर बोरिंग टूल का प्रयोग करके पहले से किए गए गोल होल के एक सिरे पर कुछ गहराई में बड़े साइज का गोल होल बनाया जाता है जिसमें सॉकेट हेड वाले स्क्रू या बोल्ट का हेड आसानी से बैठ जाता है और ऊपर की सर्फेस प्लेन बनी रहती है।
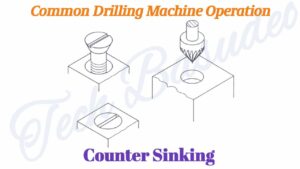
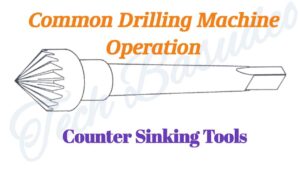
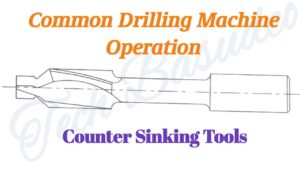
Counter Sinking :-
यह एक प्रकार की क्रिया है जिसमें ड्रिलिंग मशीन पर काउंटर सिंकिंग कटर का प्रयोग करके किसी पहले से किए गए गोल होल के एक सिरे को शंकु के आकार का बनाया जाता है जिससे काउंटर सिंकिंग स्क्रू का हेड उसमें आसानी से बैठ जाता है और ऊपर की सर्फेस प्लेन बनी रहती है।
Counter Sinking Angle
विभिन्न उपयोग के लिए अलग-अलग एंगल वाले काउंटर सिंक मिलते हैं।
75° काउंटरसिंकिंग रिबेट
80° काउंटरसिंकिंग स्वतः चूड़ी बनाने वाले स्क्रू
90° काउंटरसिंकिंग हेड स्क्रु एवं रेशे साफ करने वाले
120° होल के चेंफ्रिंग सिरे जिसमें थ्रेड काटने अथवा अन्य मशीनिंग कार्य करना हो।
Spot Facing :-
यह एक प्रकार का ड्रिल मशीन ऑपरेशन है जिसमें ड्रिलिंग मशीन पर सपोर्ट फेसिंग कटर का प्रयोग करके किसी पहले से किए गए होल के एक सिरे के ऊपरी सरफेस को स्मूथ करके लेवल में लाया जाता है जिसमें बोल्ट का हेड इस स्मूथ सर्फेस पर आसानी से बैठ जाता है यह क्रिया प्रायः कास्टिंग किए हुए जॉब पर किया जाता है।
Reaming :-
यह एक प्रकार की क्रिया है जिसमें ड्रिलिंग मशीन पर मशीन रीमर का प्रयोग करके पहले से किए गए होल को एक्यूरेट साइज में लाया जाता है और उसे ज्यादा फिनिश भी किया जाता है।
Tapping :-
यह एक प्रकार की क्रिया है जिसमें ड्रिलिंग मशीन पर टैप का प्रयोग करके किसी पहले से किए गए गोल होल में थ्रेड बनाया जाता है।
FAQ :-
1. ड्रिल ग्राइंडिंग गेज का एंगल होता है?
Ans. ड्रिल ग्राइंडिंग गेज का एंगल 121° होता है।
2. ड्रिल का कटिंग एंगल धातु की हार्डनेस के अनुसार बदलता रहता है साधारण कार्य के लिए कितने डिग्री के एंगल वाले ड्रिल का प्रयोग किया जाता है?
Ans. 118°
3. ड्रिल का हेलिक्स एंगल ग्राइंडिंग करके बदला जा सकता है या नहीं?
Ans. ड्रिप के हेलिक्स एंगल को ग्राइंडिंग करके बदला नहीं जा सकता है।
दोस्तो उम्मीद है आज आपके Common Drilling Machine Operation से जुड़े सवालो के जवाब मिल गए होंगे। अगर आपके अभी भी कोई सवाल इंजीनियरिंग से जुड़े है, तो आप हमे कमेन्ट करके जरूर बताये।
टेक बासुदेव (Tech Basudeo) से जुड़ने के लिए आपका धन्यवाद। 🙂
अगर आप टेक्निकल की वीडियो हिन्दी मे देखना पसन्द करते है, तो आप हमारे YouTube Channel Tech Basudeoको जरूर विजिट करे।
Elements Of File, Point, Face, Edge, Shoulder, Heel, Tang,Classification Of File,Length Of File, Shape Of File, Grade Of File, Cut Of File.
Elements Of File
फाइल एक प्रकार का कटिंग टूल होता है। जिसका प्रयोग जॉब से अनावश्यक मेटल्स को हटाने के लिए किया जाता है। इसके द्वारा बहुत ही कम मात्रा में मेटल्स को कट किया जाता है। और मेटल्स छोटे छोटे कन के रूप में कटता है। फाइल का प्रयोग करने के लिए इसे प्रायः जॉब की सरफेस पर आगे पीछे रगड़ना पड़ता है। जिस क्रिया के द्वारा फाइल से धातु को रगड़ा जाता है उसे फाइलिंग कहते हैं। फाइल का मुख्य प्रयोग जॉब को एक्यूरेट माप में बनाने के लिए, किसी जॉब की मोटाई को कम करने के लिए, हेक्साइंग, चिपिंग, इत्यादि ऑपरेशन के बाद जॉब की सरफेस को फिनिश करने के लिए और जॉब को अच्छी तरह से फिनिश, पॉलिश इत्यादि करने के लिए करते हैं। फाइलिंग प्रायः फ्लैट एवं गोलाई की सरफेस, स्लॉट विभिन्न आकार के होल और एंगुलर सरफेस पर की जाती है।
फाइलिंग के लिए अलाउंस भी कम रखा जाता है। 0.025 मिलीमीटर से 0.5 मिलीमीटर तक फाइलिंग अलाउंस रखा जाता है। फाइलिंग कार्य के दौरान जॉब को 0.5 मिलीमीटर से 0.2 मिलीमीटर तक एक्यूरेसी में बनाया जा सकता है। कुछ विशेष परिस्थिति में फायरिंग करके जॉब को कभी-कभी 0.02 मिलीमीटर से 0.01 मिलीमीटर में बनाया जाता है।
फाइल हाई कार्बन स्टील या अच्छे ग्रेड का टूल स्टील से बनाया जाता है। इसकी पूरी बॉडी को हार्ड व टेंपर दिया जाता है। और टैग को सॉफ्ट रखा जाता है जिसमें हैंडल फिट करते समय टूटने नहीं पता है।
फाइल का साइज उसके हिल से पॉइंट तक के बीच की दूरी से लिया जाता है। इसकी लंबाई में 100 से 200 मिली मीटर तक का फाइल साधारण कार्यों के लिए और 200 से 450 मिलीमीटर तक का फाइल बड़े कार्यों के लिए प्रयोग में लाया जाता है।
Shape Of File :-
आकार के आधार पर फाइल को मुख्य रूप से सात प्रकार में बांटा गया है। फ़ाइल का आकार उसकी क्रॉस सेक्शन के द्वारा वर्णित किया जाता है
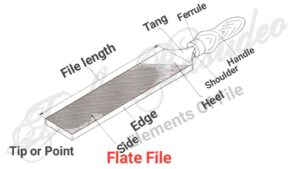
Flat File –
इस फाइल का क्रॉस सेक्शन आयताकार होता है जिसका आगे का लगभग 1 / 3 भाग टेपर और पीछे का लगभग 2 / 3 भाग समानांतर होता है। इसके दोनों फेस पर प्राय: डबल कट और दोनों एज पर सिंगल कट में दांत कटे होते हैं। इस फाइल का अधिकतर प्रयोग साधारण कार्य के लिए किया जाता है। इसका मुख्य प्रयोग फ्लैट सर्फेस बनाने के लिए भी किया जाता है।
Half Round File –
इस प्रकार के फाइल का नीचे का भाग चपटा और ऊपर का भाग हाफ राउंड होता है इसके चपटे फेस पर प्रायः डबल कट दांत और हाफ राउंड फेस पर सिंगल कट दांत कांटे होते हैं। इस फाइल का अधिकतर प्रयोग किसी होल को बढ़ाने के लिए, कॉन्केव सरफेस पर फाइलिंग करने के लिए किया जाता है। इसका प्रयोग फ्लैट सर्फेस पर भी किया जा सकता है।
Round File –
इस फाइल का क्रॉस सेक्शन गोलाकार होता है इस फाइल की बॉडी पर प्रायः सिंगल कट दांत बने होते हैं और इसका प्रयोग गोल होल को बढ़ाने के लिए और कॉन्केव सरफेस पर करते हैं।
Square File –
इस फाइल का क्रॉस सेक्शन वर्गाकार होता है इसके चारों फेस पर प्रायः डबल कट दांत बने होते हैं इस फाइल का मुख्य प्रयोग वर्गाकार या आयताकार होल को बनाने के लिए करते हैं। इसका प्रयोग आयताकार ग्रूव और गियर के दांतो को फाइलिंग करने के लिए भी किया जाता है।
Tringular File –
इस फाइल का क्रॉस सेक्शन त्रिकोण होता है और इसका प्रत्येक भुजा 60° के कोण में बना होता है। इस फाइल के सभी फेस पर प्रायः डबल कट दांत बने होते हैं इसका अधिकतर प्रयोग ग्रूव को बनाने के लिए वर्गाकार, आयताकार, त्रिभुजाकार स्लॉट बनाने के लिए किया जाता है।
Hand File –
इस प्रकार का फाइल के दोनों एज चौड़ाई में एक दूसरे के समानांतर बने होते हैं। और इसके एक छोर पर दांत नहीं कटे होते हैं इसलिए इस फाइल को सेफ एज फाइल भी कहते हैं। इसका प्रयोग करते समय जॉब पर बनी 90° वाली संलग्न भुजा खराब नहीं होने पाती है इस फाइल का अधिकतर प्रयोग वर्गाकार या आयताकार ग्रूव बनाने के लिए किया जाता है। इसके द्वारा समकोण पर स्टेप और सोल्डर को भी बनाया जा सकता है।
Knife Edge File –
इस प्रकार के फाइल का आकार जैसा की नाम वैसा चाकू के आकार का होता है। यह फाइल क्रमशः चौड़ाई और मोटाई में टेपर होता है। इसका अधिकतर प्रयोग वहां किया जाता है जहां पर 30° से कम के कोण में जॉब को बनाने के लिए फाइल करने का आवश्यकता होता है। इसका प्रयोग ग्रूव और स्लॉट के कोण को साफ करने के लिए भी किया जाता है।
Grade Of File :-
फाइल का ग्रेड उसके दांतो के बीच की दूरी के द्वारा निर्धारित किया जाता है। या ऐसा कहें की फाइल के फेस पर प्रति सेंटीमीटर में कटे हुए दांतो की संख्या को फाइल का ग्रेड कहते हैं। अलग-अलग लंबाई की फाइलों पर दांतों की संख्या भी अलग-अलग होती है। ज्यों-ज्यों प्रति सेंटीमीटर दांतो की संख्या बढ़ती जाती है दाते बारीक होते जाते हैं और इस प्रकार बारीक दातों वाली फाइल कम धातु काटने के लिए प्रयोग में लाई जाती है ग्रेड के अनुसार प्राय: निम्नलिखित प्रकार की फाइल प्रयोग में लाते हैं।
Rough file –
इस प्रकार की फाइल में प्रति वर्ग सेंटीमीटर में दांतो की संख्या बहुत ही कम है 4 से 10 तक होती है इस फाइल का प्रयोग मुलायम और अधिक धातु जहां काटना होता है वहां पर प्रयोग किया जाता है।
Bastard file –
इस फाइल में दांतो की संख्या प्रति वर्ग सेंटीमीटर में 6 से 18 तक होती है और इसका प्रयोग वहां पर करते हैं जहां पर जॉब पर अधिक फिनिशिंग का आवश्यकता ना हो और शुरू में अधिक मेटल कट करना हो।
Second cut file –
इस प्रकार की फाइल में प्रति वर्ग सेंटीमीटर में दांतो की संख्या 11 से 21 तक होती है और इसका प्रयोग फिटिंग शॉप में किया जाता है जहां पर जॉब की साधारण फिटिंग करनी हो, और उसे फिनिश भी करना हो।
Smooth file –
इस प्रकार की फाइल में दांतो की संख्या प्रति वर्ग सेंटीमीटर में 15 से 30 तक होती है और इसका प्रयोग सेकंड कट फाइल का प्रयोग करने के बाद और अधिक फर्निशिंग करने के लिए किया जाता है।
Dead smooth file –
इस प्रकार का फाइल में दांतो की संख्या प्रति वर्ग सेंटीमीटर में 28 से 35 तक होती है और इसका प्रयोग जॉब का फर्निशिंग करने के लिए करते हैं।
Super smooth file –
इस फाइल में दांतो की संख्या प्रति वर्ग सेंटीमीटर में बहुत ज्यादा 40 से 63 तक होती है इसका अधिकतर प्रयोग जॉब को एक्यूरेसी में फाइन फर्निशिंग के लिए किया जाता है।
Cut Of File :-
फाइल के दांतो को उसके फेस पर कट बनाकर बनाया जाता है कार्य के अनुसार फाइल पर विभिन्न आकार के दांत कटे होते हैं जिससे विभिन्न कार्य आसानी से किए जाते हैं कट के अनुसार प्राय: निम्नलिखित फाइल प्रयोग में लाया जाता है।
Singal Cut File –
इस फाइल में दांतो फाइल के फेस पर आरपार एक ही सेट में एक दूसरे के समानांतर काटे जाते हैं इसमें दांतो सेंटर लाइन से 60° के कोण में बने होते हैं। इस कट वाली फाइल का अधिकतर प्रयोग सॉफ्ट मैट्रियल पर फाइलिंग के लिए करते हैं जैसे एलुमिनियम, तांबा, पीतल इत्यादि। इसका प्रयोग फाइन फिनिशिंग के लिए भी किया जाता है।
Double Cut File –
इस प्रकार इस प्रकार की फाइल में दांतो फाइल के फेस पर दो सेट में कटे होते हैं, जो कि एक दूसरे को क्रॉस करके काटे जाते हैं पहले सेट के दाते सेंटर लाइन से 60° के कोण पर काटे जाते हैं जिसे ओवर कट कहते हैं और दूसरे सेट के दांतो सेंटर लाइन से 75 से 80° के कोण में काटे जाते हैं जो कि पहले सेट के दांतो के क्रॉस करते हैं जिसे आप कट कहते हैं इस कट वाली फाइल का प्रयोग साधारण कार्य के लिए करते हैं।
Rasp Cut File –
रेसप फाइल में अलग-अलग तेज एवं नुकीले दांत एक रेखा मोटे और उभरे हुए काटे जाते हैं इसका प्रयोग लकड़ी, चमड़ा तथा अन्य मुलायम पदार्थ को फाइलिंग करने के लिए किया जाता है इस प्रकार का फाइल केवल हाफ राउंड आकार में ही उपलब्ध होता है।
Circular Cut File –
इस प्रकार की फाइल के फेस पर दांतो बक्र काट में कांटे होते हैं इस कट वाली फाइल बहुत कम धातु काटती है इसका प्रयोग प्राय: मुलायम धातुओं पर फर्निशिंग के लिए किया जाता है इस कट वाली फाइल को विक्सन या रिज़िड फ्लैट फाइल भी कहते हैं।
Note :-
एक फिक्स टाइप के कट वाली फाइल का सिलेक्शन फाइलिंग किए जाने वाले जॉब पर निर्भर करता है सिंगल कट की फ़ाइल का उपयोग सॉफ्ट मैट्रियल को फाइलिंग के लिए करते हैं लेकिन कुछ विशेष फाइल जैसे की आरी तेज करने वाली फाइल भी सिंगल कटे वाली होती है।
FAQ’s
1. फाइल को मुख्य रूप से किस धातु का बनाया जाता है?
Ans. फाइल को मुख्य रूप से हाई कार्बन स्टील का बनाया जाता है।
2. रेसप कट फाइल का प्रयोग कहां पर किया जाता है?
Ans. रेसप कट फाइल का प्रयोग मुलायम धातु जैसे प्लास्टिक रबड़ लकड़ी पर उपयोग किया जाता है।
3. जहां पर 30 डिग्री से कम के कोण को फाइल करना हो तो कौन सा फाइल प्रयोग करेंगे?
Ans. नाइफ फाइल।
4. फाइल की पूरी बॉडी को हार्ड व टेंपर कर दिया जाता है लेकिन टेंग को नार्मल छोड़ दिया जाता है क्यों?
Ans. फाइल में हैंडल फिट करते समय वह टूट नहीं पाए इसलिए।
तो दोस्तो उम्मीद है आज आपके Elements Of File से जुड़े सवालो के जवाब मिल गए होंगे। अगर आपके अभी भी कोई सवाल इंजीनियरिंग से जुड़े है, तो आप हमे कमेन्ट करके जरूर बताये।
टेक बासुदेव (Tech Basudeo) से जुड़ने के लिए आपका धन्यवाद। 🙂
अगर आप टेक्निकल की वीडियो हिन्दी मे देखना पसन्द करते है, तो आप हमारे YouTube Channel Tech Basudeoको जरूर विजिट करे।
Combination Set, Square Head, Centre Head, Protector Head, Combination Set.
वर्कशॉप में कई प्रकार के जॉब बनाने होते हैं जिसमें कई जॉब में अलग-अलग तरह के ऑपरेशन करने पड़ते हैं इन ऑपरेशन के अनुसार उन पर मार्किंग करनी पड़ती है और वर्क करते समय विभिन्न टूल्स से उसे चेक करना पड़ता है और इसमें अलग-अलग मार्किंग और मेजरिंग टूल्स का इस्तेमाल करना पड़ता है इसमें काफी समय लग जाता है और परेशानी भी होती है तो इस कमी को दूर करने के लिए जो टूल्स का प्रयोग किया जाता है जिसमें कई प्रकार का मार्किंग और चेकिंग किया जाता है उसे कंबीनेशन सेट के नाम से जानते हैं इसका बनावट में एक स्टील रूल, एक स्क्वायर हेड, सेंटर हेड और एक प्रोटेक्टर हेड होता है इस कॉम्बिनेशन सेट का प्रयोग स्टील रूल की तरह किसी भी कोन का मार्किंग और चेकिंग करने के लिए और किसी गोल जॉब का सेंटर निकालने के लिए किया जाता है।
Combination Set
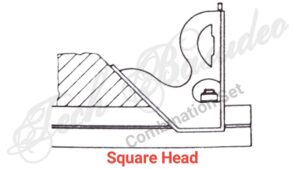
Square Head :-
इसको प्राय: कास्ट स्टील से बनाया जाता है इसमें यदि ब्लेड या रूल को फिट कर दिया जाए, तो एक कोण 90 डिग्री का और दूसरा कोण 45 डिग्री का बनता है इस प्रकार इसका प्रयोग 90 डिग्री और 45 डिग्री के कोण का मार्किंग करने के लिए और जॉब को 90 डिग्री और 45 डिग्री के कोण को मैं चेक करने के लिए किया जाता है इसका प्रयोग किसी जॉब की गहराई मापने वह चेक करने के लिए भी किया जा सकता है इसके साथ स्प्रिट लेवल भी लगा रहता है जिससे इसका प्रयोग किसी सरफेस का लेवल चेक करने के लिए किया जाता है इसके साथ एक स्क्राइवर भी फिट रहता है जिससे लाइने खींची जाती है।
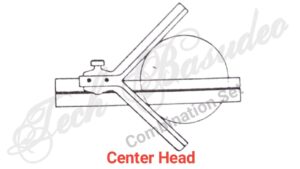
Centre Head :-
इसको कास्ट स्टील का बनाते हैं जिसकी दो बाजू होती है और इन को आपस में 90 डिग्री के कोण में बनाकर फिनिश कर दिया जाता है यदि इसमें ब्लेड या रूल फिट कर दिया जाए तो दोनों बाजू 45 डिग्री के कोण में बराबर बट जाती है इसका मुख्य प्रयोग किसी गोल जॉब का सेंटर निकालने के लिए करते हैं।
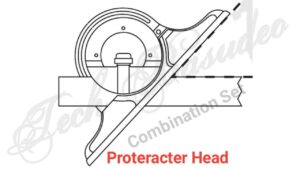
Protector Head :-
यह भी कास्ट स्टील का ही बना होता है जिसमें एक डिस्क होता है जिस पर 0 डिग्री से 180 डिग्री तक का निशान बना होता है इसमें ब्लेड या रूल को फिट कर के किसी भी कोण में सेट कर के जॉब के कोण मापा या चेक किया जा सकता है इसमें भी एक स्पिरिट लेवल जुड़ा रहता है जिसका प्रयोग लेवल चेक करने के लिए किया जा सकता है।
FAQ’s
1. कंबीनेशन सेट किस धातु का बनाया जाता है?
Ans यह भी कास्ट स्टील का ही बना होता है।
2. प्रोटेक्टर हेड का प्रयोग कितने ° के कोण को मापने और चेक करने के लिए किया जाता है?
Ans इसका प्रयोग 90 डिग्री और 45 डिग्री के कोण को मार्किंग करने के लिए और जॉब को 90 डिग्री और 45 डिग्री के कोण को मैं चेक करने के लिए किया जाता हैै।
तो दोस्तो उम्मीद है आज आपके Combination Set से जुड़े सवालो के जवाब मिल गए होंगे। अगर आपके अभी भी कोई सवाल इंजीनियरिंग से जुड़े है, तो आप हमे कमेन्ट करके जरूर बताये।
टेक बासुदेव (Tech Basudeo)से जुड़ने के लिए आपका धन्यवाद। 🙂
अगर आप टेक्निकल की वीडियो हिन्दी मे देखना पसन्द करते है, तो आप हमारे YouTube Channel Tech Basudeo को जरूर विजिट करे।
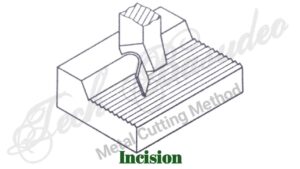
Metal Cutting Method, Abrasion, Fusion, Incision, Metal Cutting Method.
किसी धातु के आकार और आकृति में अगर कोई परिवर्तन करना होता है या किसी धातु से कोई जॉब बनाना होता है तब सबसे पहला काम उसको कटिंग करने का आता है जिसके लिए मुख्य रूप से तीन तरीके से उसे कटिंग किया जा सकता है। जो कि निम्नलिखित है।
Metal Cutting Method
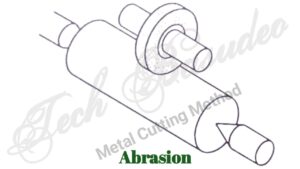
Abrasion :-
धातु को कटिंग करने की इस विधि में उसे घिस घिस कर के कटिंग किया जाता है इसमें धातु छोटे-छोटे कन के रूप में बहुत कम मात्रा में काटी जाती है इसके लिए मुख्य रूप से जो टूल्स का प्रयोग किया जाता है जिसमें फाइल, ग्राइंडर है।
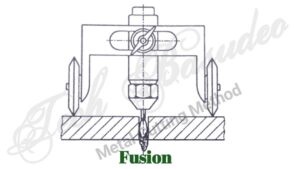
Fusion :-
धातु के कटिंग करने की इस विधि में धातु को काटने के लिए हिट का प्रयोग किया जाता है और हिट को जनरेट करने के लिए ऑक्सीजन और एक्टीलिन गैस का इस्तेमाल किया जाता है जिससे धातु को कटिंग करने का काम किया जाता है इस विधि में धातु मेल्ट होकर कटती है।
Incision :-
धातु के कटिंग करने की इस विधि में धातु को चीरा लगाकर काटा जाता है जिसके लिए कटिंग टूल्स का प्रयोग किया जाता है इसमें मुख्य रूप से लेथ मशीन, शेपर मशीन, ड्रिल मशीन इत्यादि का प्रयोग किया जाता है।
FAQ
1. किसी धातु को काटने के लिए जो कटिंग टूल्स को बनाया जाता है उसे मुख्य रूप से किस धातु का बनाते हैं?
Ans कटिंग टूल्स मुख्य रूप से हाई कार्बन स्टील या हाई स्पीड स्टील का बनाया जाता है।
2. गैस कटिंग में प्रयोग में लाए जाने वाले ऑक्सीजन सिलेंडर का रंग मुख्य रूप से कैसा रहता है?
Ans ऑक्सीजन सिलेंडर का रंग काला रखा जाता है।
3. गैस कटिंग में प्रयोग में लाए जाने वाले एसिटिलीन सिलेंडर का रंग है मुख्य रूप से कैसा रहता है?
Ans एसिटिलीन सिलेंडर का रंग लाल रखा जाता है।
4. एवरेशन मेथड में धातु को काटने के लिए मुख्य रूप से कौन सा औजार प्रयोग में लाया जाता है?
Ans इस विधि में मुख्य रूप से फाइल का प्रयोग है कटिंग करने के लिए किया जाता है।
तो दोस्तो उम्मीद है आज आपके Metal Cutting Method से जुड़े सवालो के जवाब मिल गए होंगे। अगर आपके अभी भी कोई सवाल इंजीनियरिंग से जुड़े है, तो आप हमे कमेन्ट करके जरूर बताये।
Vernier Micrometer, Construction and graduation, Vernier Micrometre Reading
वर्कशॉप में सामान्यत: वर्नियर कैलीपर केवल 0.02mm और माइक्रोमीटर केवल 0.01mm तक का माप लेने में सक्षम होता है, लेकिन हमें इन दोनों से और अधिक एकुरेशी में मेजरमेंट करने की जब आवश्यकता होती है तो हम इस बर्नियर माइक्रोमीटर का इस्तेमाल करते हैं। जिससे 0.001mm तक की एकुरेशी में माप लिया जा
Vernier Micrometer
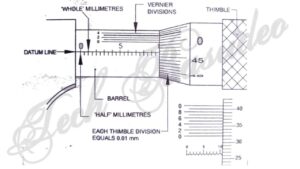
Construction and graduation
अगर इसके बनावट को अगर देखा जाए तो यह साधारण माइक्रोमीटर के तरह ही सभी पार्ट्स इसमें होते हैं। अंतर सिर्फ इसका ग्रेजुएशन में होता है जिसमें डेटम लाइन के ऊपर इस वर्नियर माइक्रोमीटर में एक अतिरिक्त सामान दूरी पर वर्नियर डिविजन बने होते हैं इस प्रकार के 10 बर्नियर डिविजन लाइन के ऊपर समानांतर में चिन्हित होता है। इस 10 रेखाओं के बीच का दूरी थिम्बल डिविजन के 9 भाग के बराबर होती हैं। 10 वर्नियर स्केल का मान = 0.01mm × 9 = 0.9mm बर्नियर भागों में का मान = 0.09mm / 100 = 0.009mm लिस्टकाउंट = 1 थिंबल भाग – 1 वर्नियर भाग = 0.01mm – 0.009mm = 0.001mm या 1/1000 mm
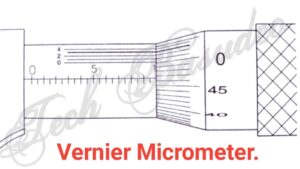
Vernier Micrometre Reading :-
वर्नियर माइक्रोमीटर के बैरल पर दिखाई देने वाला पूरा भाग mm में = 15 mm बैरल पर दिखाई देने वाला सबडिवीजन यदि कोई हो तो = सब डिवीजन का संख्या डेटम रेखा के नीचे थिंबल के भागों का मान = 23 भाग ध्यान दीजिए कि वर्नियर स्केल का कौन सा लाइन थिंबल के लाइन से मिल रहा है। = तीसरा लाइन सभी रीडिंग को एक साथ जोड़ देते हैं।
बैरल पर दिखाई देने वाला पूरा भाग mm में 15 = 15.000 mm
बैरल पर दिखाई देने वाला सबडिवीजन यदि कोई हो तो 0 = 0.000 mm
डेटम रेखा के नीचे थिंबल के भागो का मान 23 = 0.230 mm
वर्नियर कैलिपर का वह लाइन जो थिंबल के लाइन से मिलता हो 3 = 0.003 mm _______________ Reading = 15.233 mm
FAQ
1. वर्नियर माइक्रोमीटर लीस्ट काउंट क्या होता है?
Ans वर्नियर माइक्रोमीटर लीस्ट काउंट 0.001 mm होता है?
तो दोस्तो उम्मीद है आज आपके Vernier Micrometer से जुड़े सवालो के जवाब मिल गए होंगे। अगर आपके अभी भी कोई सवाल इंजीनियरिंग से जुड़े है, तो आप हमे कमेन्ट करके जरूर बताये।
टेक बासुदेव (Tech Basudeo) से जुड़ने के लिए आपका धन्यवाद। 🙂
अगर आप टेक्निकल वीडियो हिन्दी मे देखना पसन्द करते है, तो आप हमारे YouTube Channel Tech Basudeo को जरूर विजिट करे।